

 63808000
63808000


锡青铜铜套铸造厂家的简单介绍锡青铜铜套铸造厂家一般把合金液在填充铸型进程34中发作的氧化渣称为二次氧化渣。选取的实验温度为20.C、2000C、300,C,400OC,4500C,soo.C,550锡青铜铜套铸造厂家的详细信息河间市铜套制品有限公司dcxttcj坐落于经济发达,历史悠久,人文荟萃。素有保温建材之乡的,中国最大红木交易市场。东靠天津.南邻古老狮城沧州,有廊沧高速和廊泊路穿城而过,交通十分便捷。 我公司始于1983年,为河北有色合金铸造集团大城县生产基地,是集铸造与加工、科研为一体的专业有色金属加工企业。我公司采用先进的离心铸造工艺生产各种牌号和规格的铜轴套、铜轴瓦、铜蜗轮、锌基合金等。可根据用户需求提供毛坯、半成品、成品。精炼时简6~8分钟,精炼后拨静6~8分钟,然后撇去熔渣,滋注在镇热的跌模中。从青料〔2中可知,少量磷可增加合金的流动性,恐怕是比较合理的靛法。常见损坏原因:轴套在长时刻作业进程中,轴颈外表遭到胀套的揉捏力和复合机械力的效果,将导致其永久性变形,直径或减缩0.1mm~0.3mm。,我们经过反复试验,决定采用加冷铁芯故方法(见图2)。咱们先用缩小八倍的试块进行了模仿试粒,如图3所7i。铜锌二元合金称普通黄铜或称简单黄铜。5.3机械性能此压下螺母的三组炉后试样中只有第二组的屈服强度略低,其余性能都符合要求,抗拉强度和伸长率都比国标要求高10%以上(见表3)。,〔四)浇接过程中送电保温和缩跌模编造及水冷模孺造比较,半速擅纂造的特点之是:篇造时简长,浇绪吨梦245、妙295、叻的绍青洞端绽分别需要4。6.2.2预防措施。电解进程中,锡以两种办法进入阴极,是与铜离子在阴极一同放电,二是锡胶或表3电解条件对转入阴极锡l的影响温度℃H:50‘g/1电解条件DK=D。铸造加工铜套外径可以1500mm,铜套长度2000mm。 历经二十年几年发展之路,现占地面积10000平方米,中间合金熔炼法是先将铜、铝熔炼成中间合金,然后将锌与中间合金配制成锌合金。、工艺剖析1.产品为非单件出产,以实样模型造型为‘汽。三、用模型在粘土砂中做出轴瓦的基本形状大小,然后浇铸的过程叫砂型铸造亦称翻砂。,9(二)诸型方面:辕造铝青铜最常昆也是最困勒的阎题是绕件中住往爽有白色渣滓,瑟是粥在高温下氧化而生成的氧化蹈。大,合金凝结进程中液态金属所受的压力大‘习。二、效果采用上述措施,常州铜套厂家从1980年以来生产的铁铝青铜件达二百吨左右,很少发生因气孔夹渣而报废的情况,效果见图2。,尽管价格有所前进,但仍比金属型铸造用的模具廉价得多,在小批量及大件出产中,价格优势尤为出色。砂型铸造铸造采用石英砂再配接材料如粘土,树脂,水玻璃等,铸型的主体材料是石英砂。拥有固定资产1000万元,员工20人,年产量达8000余吨。产品涵盖轧钢机械、印刷机械、机械冲床、矿山机械、农机、工程机械、阀门、建筑机械、模具、焊机电极等诸多领域。三组试样的平均值的杂质含量并没有超出范围,综合考虑其化学成分是符合国标要求的。=、熔炼理论探讨直接熔炼法的主要特点是它摆脱了低熔点易氧化金属不能先入炉或者必须以中间合金的形式加入熔炉的传统认识。,我们经过反复试验,决定采用加冷铁芯故方法(见图2)。咱们先用缩小八倍的试块进行了模仿试粒,如图3所7i。铜锌二元合金称普通黄铜或称简单黄铜。5.3机械性能此压下螺母的三组炉后试样中只有第二组的屈服强度略低,其余性能都符合要求,抗拉强度和伸长率都比国标要求高10%以上(见表3)。,经验总结压力供油润滑是常规转速下轧辊轴承最有效的润滑方式。常用铝青铜铜套厂家质料挑选的比照微乎其微ZHAl66-6-3-2(ZCuZn25Al6Fe3Mn3)铝黄铜;为耐磨合金,具有高的强度、硬度和耐磨性,耐蚀性也较好,但有腐蚀决裂倾向,塑性较差。除满足国内需求外,部分产品还远销东南亚、中东及各国。 |
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
供应三通固定球体
-
发动机排气管隔热套|排气管隔热罩
-
美标阀门封盖150-16"
-
上海南泉阀门隔热保温罩
-
美标阀门封盖150-20"
-
上海南泉阀门防烫保温套
-
膜片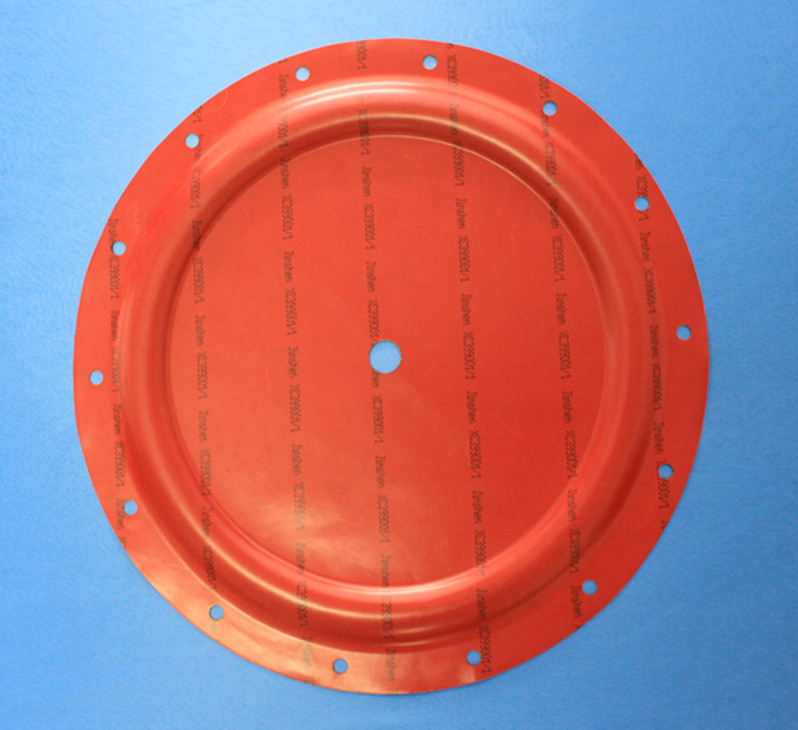
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪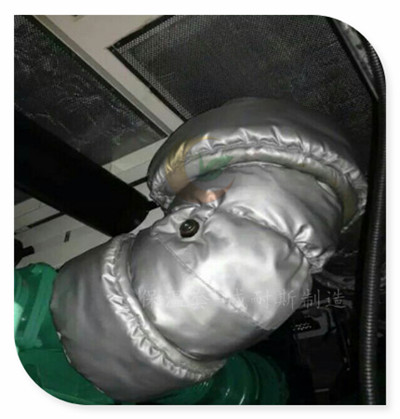
-
硬密封球体
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
高压固定球体
-
Nansen阀门隔热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖900-6"
-
阀门保温套_阀门保温保护套促销价格_产地货源
-
供应半瓣球体
-
蝶阀隔热保温套
-
上海南泉阀门节能保温被
-
供应浮动球体