

 63808000
63808000


福建铜套厂家的简单介绍福建铜套厂家首要试压测验外水套是否渗漏,然后在水套的表里表刮砂制成外型(套表里表上焊有凸起的加强筋),并恰当放置引气蜡线。内砂型也选用刮板造型。先行试压,然后在内水套外外福建铜套厂家的详细信息DCXTTCJ大城县华福铜套有限公司位于中国红木之乡——河北省廊坊市大城县,距天津国际机场30公里,京沪高速20公里,,毗邻天津市和北京市,交通十分便利。 本公司是一家铸造、机加工、铸型的表里表有锈和油遇热后会构成气体,或铸型表里表有小裂纹窝有气体,或涂料不干发气。金属液进入离心铸型后,因为金属型没有透气性,铸型和涂料宣布的气体或铸型表里表裂纹处窝有的气体受热胀大就会进入活件外外表。防备办法。严厉遵守熔炼工艺,留意除气。仔细查看铸型,确保表里表无油,无锈,无裂纹。涂料和铸型运用前都要预热,以除水,气。操控浇注温度,确保正确的浇注办法,避免卷进气体。假如铜液炉前气测不合格,经过处理后合格,浇注时能够恰当进步铸型转数。重皮发作原因。当离心铸造铸型温度或金属液温度过低,浇注速度过慢时,浇注的金属液敏捷冷却,然后使后浇注的金属液无法与先浇注的金属液交融,在铸件上构成重皮。防备办法。,经重复研讨实验,选用铝热剂在铸件冒口内发作化学反响,放出很多的热,使冒口后于铸件凝结,终究铸件缩孔,使铸件功用彻底契合技能要求。四方联轴器的结构及技能条件。因为铸件高度较高,中心又有1个大砂芯,为充型平稳,选用底注,关闭式浇注体系。技能条件,金相安排:铁素体+珠光体铝热剂的运用铝热剂的制造依据铝热反响原理,铝热剂的首要成分是铝粉、硅铁粉及氧化铁粉。铝粉在市面上有售,硅铁粉咱们是用炼钢的硅铁辗磨成0。150mm以上的粉末。氧化铁粉则运用废钢场丢掉的氧化铁锈研成粉末后运用。各组成分配比经过化学反响方程式能够核算出各组元的百分比。铝热剂在1250℃时发作下列反响,铝热剂化学成分%铝粉硅铁粉氧化铁粉当钢液上升至冒口2/3高度时,在每个冒口内参加铝热剂0。销售为一体的铜轴瓦类制造生产厂家,拥有三十多年专业生产铜套的丰富经验。主要专业铜套(规格材质齐全),非标及标准铜套、铜瓦、铜滑板、铜涡轮(10-1、663、555、10-3、9-4、10-3-1.5、及美标材质的产品),锌基合金轴瓦等轴瓦类配件,同时铜滑板、铜轴瓦、铜涡轮、石墨铜套、铜丝母、压力机铜螺母、等大型铜铸件。http://www.tongtaochangjia.com其它工艺参数缩尺外型选1.2%,内芯选0.8%,加工量均为8mm,并对造型、制芯的紧实、光洁度,型芯烘干温度,排气办法都做出了详细规则。铸件合箱布置图这种铸造工艺计划的长处是内芯外冷铁激冷效果强,当铸件浇注后,枝晶连成骨架,线缩短开端时,铸件紧贴内芯,外冷铁可持续对铸件激冷。一起分块砌筑的外冷铁缝隙中填干型砂,内芯为中空式,使其具有满意的让步性,有利于铸件向心部缩短。上第27卷第3期2011年6月有色矿冶。延聘工程师,现从事铸造作业。雨淋浇口填充功用好,每个内浇口分担各自的浇注区域,铜水在铸型内活动规模小,下降浇注温度,避免发作铅的比重偏析,确保环形冒口的温度一直处于最高,有利于铸件补缩。按产品原料熔炼铜合金运用现有的2台1.5t中频电炉和4台0.5t的地坑炉,熔炼足够的铜水。,功用序号抗拉强度/MPa硬度(HB)ZQAL9-4表4机械功用比较砂芯设备图,因为冲击座类铸件为箱形结构,且选用整体砂芯,体积过大,发气量很大,在浇注进程中气体排不出去,导致铸件发作气孔和浇缺乏的缺点。对此采纳如下工艺办法:依照产品工艺特色,在冲击座砂芯制造进程中,在砂芯中放置焦炭以进步透气性,并且焦炭在浇铸进程中不发作气体,也可下降气体来源;在冲击座芯盒上规划十字形组合掏空,效果更显着。并且下降了砂芯分量。在冲击座上容貌芯头设置两根30mm的排气针,扫除在浇注进程中发作的气体。在砂型与砂芯芯头相接处设置排气道,加速排气速度。合箱后,手艺扎排气孔,增加浇注进程中的排气才干。缩孔、缩松在试制进程中发现,在冲击座头部存在补缩缺乏或缩孔,而在冲击座拉筋根部有缩松存在。 另外本公司接受来图订单,来图加工,为您加工定做各类铜套。 本公司产品致力于营造“质量可靠,规格齐全,价格合理,服务周到”的经营理念,争取把产品做到合格率100%,用户满意度达到99%。 |
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
供应三通固定球体
-
发动机排气管隔热套|排气管隔热罩
-
美标阀门封盖150-16"
-
上海南泉阀门隔热保温罩
-
美标阀门封盖150-20"
-
上海南泉阀门防烫保温套
-
膜片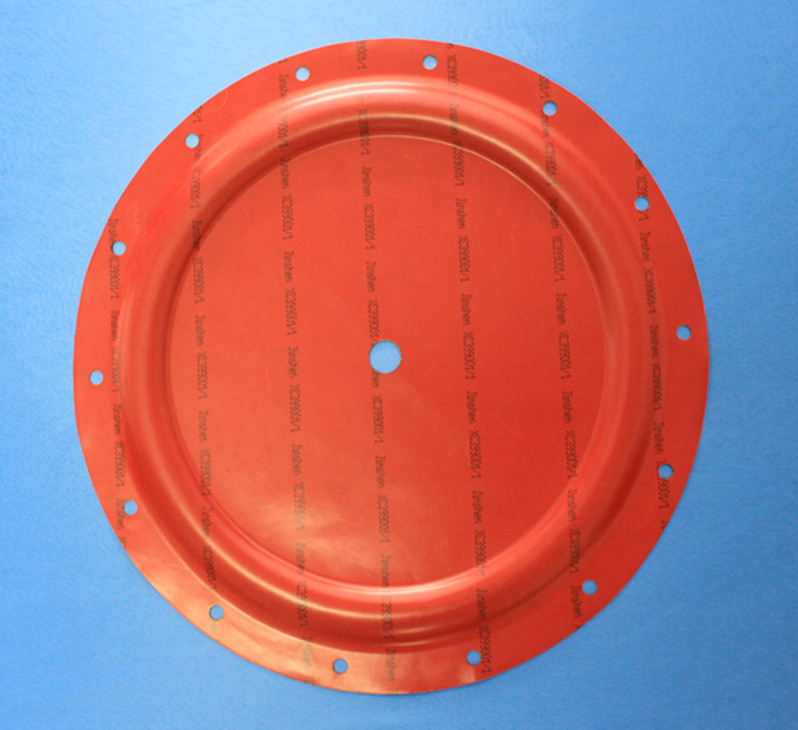
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪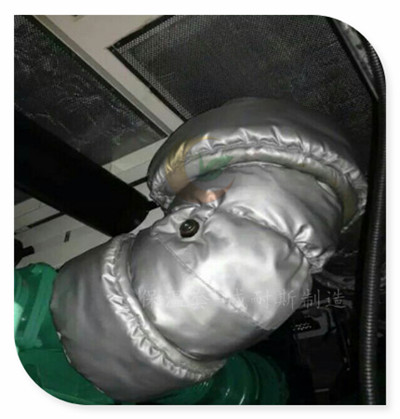
-
硬密封球体
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
高压固定球体
-
Nansen阀门隔热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖900-6"
-
阀门保温套_阀门保温保护套促销价格_产地货源
-
供应半瓣球体
-
蝶阀隔热保温套
-
上海南泉阀门节能保温被
-
供应浮动球体