

产地:宁波
规格:安德鲁
公司所在地:浙江宁波
电话:86-0574-86183696



一般不锈钢铸造灌石膏烘培工艺介绍的简单介绍一般不锈钢铸造的烘焙过程是:首先将电炉预热到起始温度,将石膏模水口向下放入炉中,以方便蜡液流出蒸发一般不锈钢铸造灌石膏烘培工艺介绍的详细信息一般不锈钢铸造(http://www.apccast.com)的烘焙过程是:首先将电炉预热到起始温度,将石膏模水口向下放入炉中,以方便蜡液流出蒸发。在起始恒温区恒温一小时后,在以1-2小时的间隔逐步升温和恒温。注意升温(或降温)速度应保持在100-200℃/小时,否则升温过快易形成石膏模的裂纹,严重的可能造成石膏模损坏或报废。升温过慢又容易造成遗蜡或石膏模干燥不彻底,影响铸件质量。石膏模的烘焙时间主要取决于钢树的大小和复杂程度,可根据具体情况进行调整。 烘焙石膏:石膏模的烘焙是保证浇铸正常进行的重要工序,他的作用主要是脱蜡,干燥和浇铸保温。 不锈钢铸造灌石膏:将种好的蜡树连底盘一起套上不锈钢筒;将相应重量的石膏粉和水搅拌成石膏浆,进行第一次抽真空后,将石膏浆沿钢铃的内壁缓缓注入,切忌将石膏浆直接倒在蜡树上。直至石膏浆没过蜡树约1cm,进行第二次抽真空。随后自然放置12-24小时以保证石膏的凝固。 一般情况,脱蜡温度为0-250℃,保温时间为1.5--2小时;干燥温度为250-600℃,保温时间为2-3小时;中途升温为600--900℃,保温时间为2-3小时;浇铸温度为900-1000℃,不锈钢铸造产品保温时间为2-4小时。 公司相关网站阀门铸件http://www.apc-cast.com |
-
供应三通固定球体
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
发动机排气管隔热套|排气管隔热罩
-
美标阀门封盖150-16"
-
上海南泉阀门隔热保温罩
-
美标阀门封盖150-20"
-
上海南泉阀门防烫保温套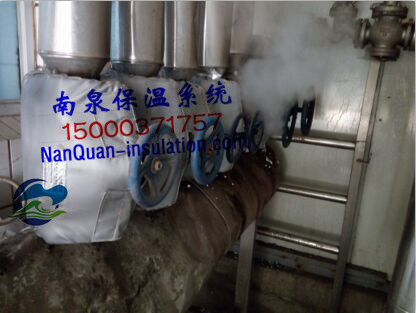
-
膜片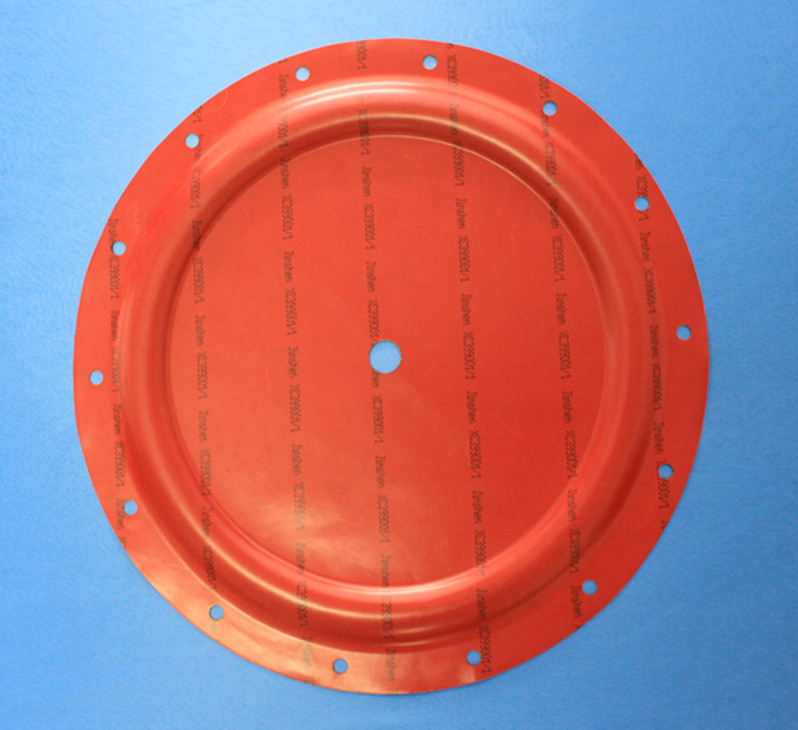
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪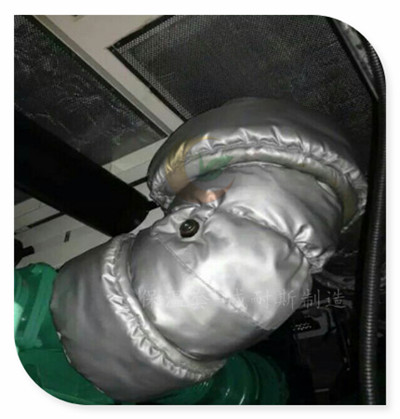
-
硬密封球体
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
高压固定球体
-
Nansen阀门隔热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖900-6"
-
阀门保温套_阀门保温保护套促销价格_产地货源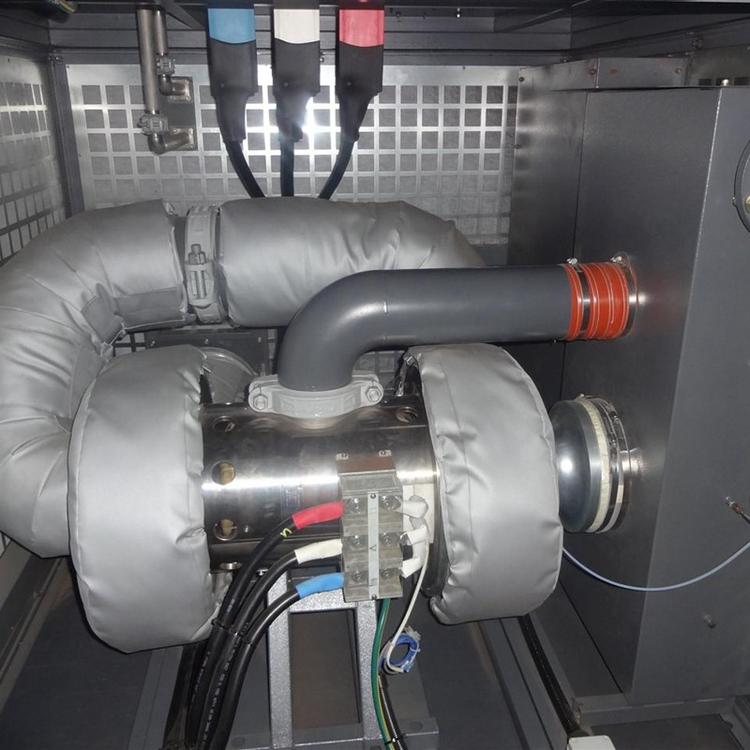
-
供应半瓣球体
-
蝶阀隔热保温套
-
上海南泉阀门节能保温被
-
供应浮动球体