

产地:
规格:
公司所在地:浙江宁波
电话:86-0574-86183696



浇冒口系统在精密铸造中的结构形式的简单介绍1.浇冒口系统的作用。浇冒口系统在精密铸造中不仅能引导金属液充填型腔,而且在铸件凝固过程中它还能补缩铸件,在制壳过程中支浇冒口系统在精密铸造中的结构形式的详细信息1.浇冒口系统的作用。浇冒口系统在精密铸造中不仅能引导金属液充填型腔,而且在铸件凝固过程中它还能补缩铸件,在制壳过程中支撑型壳,脱蜡时作为脱蜡通道。 2.浇冒口系统的结构形式。浇冒LI系统的结构形式有很多种,这里仅介绍最常见的四种形式: (1)由浇口杯、直浇道和内浇道组成的浇注系统,直浇道兼有冒的作用。不同精密铸造在直浇道周围按不同的数日和层次分布着。为便于生产组织、简化设计,可将直浇道相应分成几种规格。 为了保证直浇道有足够的补缩能力,根据生产经验,直浇道的断面积应为内浇道面积的1.4倍。直浇道直径为20~60mill、高度为250~360ram。为保证建立起有效的液体金属静压力,通常最上层的熔模与浇口杯顶面的距离不应小于60~lOOmm。为减轻液体金属的冲击作用和避免产生飞溅现象,应使最下层熔模内浇道离直浇道底部有10~20mm的距离,先进入下层内浇道以下的直浇道部分的液体金属在此处起液垫作用。 (2)带横浇道的浇冒口系统。 (3)由直浇道(或冒口)直接引入精密铸造的浇冒口系统,整铸涡轮外缘有14个叶片,液体金属由冒口引入铸件,球形冒口热模数大,加上离心浇注,大大改善了充填和补缩能力,可得到合格铸件。 (4)带补缩冒口的浇冒口系统。对于中型、小型精密铸造(http://www.rongshen-casting.com/)常用直浇道(横浇道)来实现补缩,对尺寸较大、形状复杂且又有多个热节的铸件,或质量要求高的铸件,往往需要一个铸件单独设置浇冒口系统。 |
-
供应三通固定球体
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
发动机排气管隔热套|排气管隔热罩
-
美标阀门封盖150-16"
-
上海南泉阀门隔热保温罩
-
美标阀门封盖150-20"
-
上海南泉阀门防烫保温套
-
膜片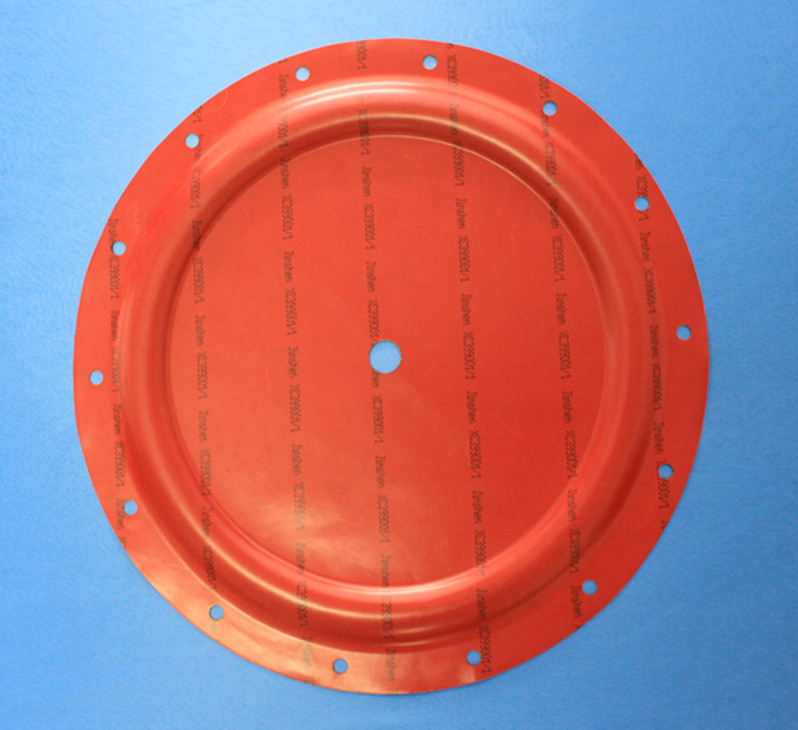
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪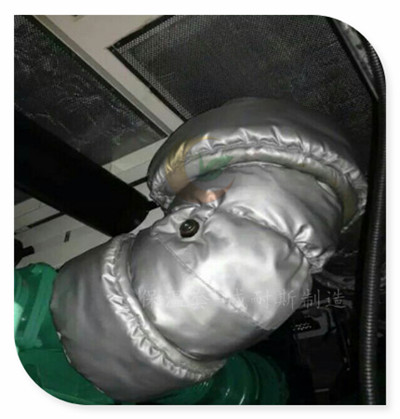
-
硬密封球体
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
高压固定球体
-
Nansen阀门隔热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖900-6"
-
阀门保温套_阀门保温保护套促销价格_产地货源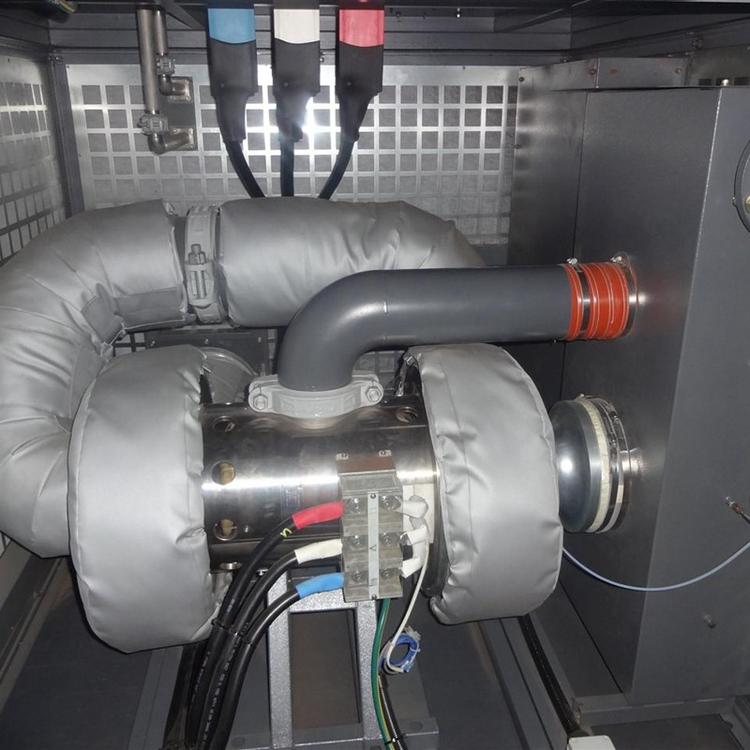
-
供应半瓣球体
-
蝶阀隔热保温套
-
上海南泉阀门节能保温被
-
供应浮动球体