

产地:宁波
规格:安德鲁
公司所在地:浙江宁波
电话:86-0574-86183696



影响着机床铸件浇注精度和质量好坏的因素的简单介绍浇注做为机床铸件的核心工艺,位置的选择是十分重要的,直接影响着机床铸件的精度和总体质量的好坏,必须严格遵守以下原则影响着机床铸件浇注精度和质量好坏的因素的详细信息浇注做为机床铸件的核心工艺,位置的选择是十分重要的,直接影响着机床铸件的精度和总体质量的好坏,必须严格遵守以下原则: 在浇注初期,特别是在金属液刚接触泡沫塑料的瞬间,由于模样材料气化所产生的大量气体,当直浇口没充满或刚开始浇注时金属液的静压头小于聚苯乙烯分解产物的气体压力时,过快地浇注易产生呛火现象,使金属液飞溅。为了避免这种现象,在浇注开始阶段可采取先细流慢浇的方法,待浇注系统被金属液充满后,即可加大浇注速度越快越好,但以浇口杯为金属充满而不外溢为准则。 熔炼铸铁应选用材质为钢板,炉身为圆筒形的冲天炉。浇注温度过高,铁液在铸型中收缩量增大,容易产生缩孔、裂纹及粘砂等缺陷;温度过低则铁液流动性差,又容易出现浇力不足、冷隔和气孔等缺陷。合适的浇注温度应根据铸件的大小、形状及壁厚来确定。对形状复杂的薄壁铸铁件,浇注温度约为1400℃左右;对形状较简单的厚壁铸铁件,浇注温度约为130O℃左右。 浇注速度太快,会使铸型中的气体来不及排出而产生气孔,造成冲砂、抬箱和跑火等缺陷;浇注速度太慢,金属液冷却快,易产生浇力不足、冷隔以及夹渣等缺陷。对于平面较大并且质量要求高的铸件表面或主要的加工面,应将铸件的大平面放在铸型的下方,表面置于铸型的侧面或倾斜放置进行浇注。同时尽量立着或倾斜着浇注,这样有利于在较高的金属液压力下布满铸型,防止浇力的不足。而对于需要补缩的铸件,应将其截面较厚的部分放于铸型的上部或侧面,这样便于在铸件的厚壁处放置冒口,使其按照正确的顺序凝固,利于铸件补缩。 浇注前应估算好每个铸型需要的铁液量,安排好浇注路线;浇注时注意挡渣,浇注过程中应保持外浇口始终充满,这样可防止熔渣和气体进入铸型。浇注过程不可中断,在消失模铸件浇注时,必须保持连续地注入金属液,直至铸型全部充满。否则,就易在停顿处造成铸件整个平面的冷隔缺陷。 本文转载铸件http://www.apccast.com |
-
平衡膜片专业定做-上海金申 因为专业 所以卓越
-
供应三通固定球体
-
发动机排气管隔热套|排气管隔热罩
-
美标阀门封盖150-16"
-
上海南泉阀门隔热保温罩
-
美标阀门封盖150-20"
-
上海南泉阀门防烫保温套
-
膜片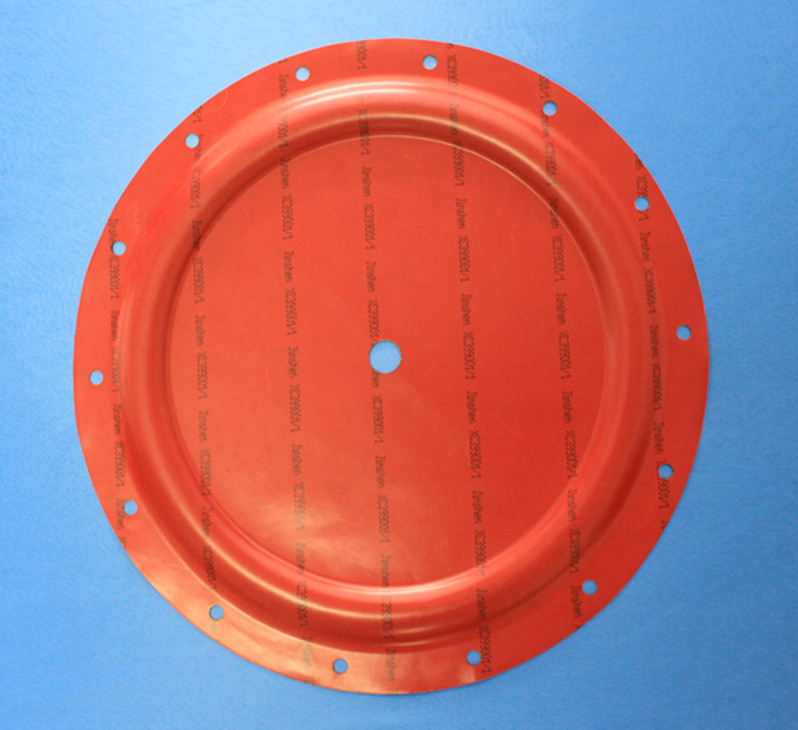
-
排气管隔热罩|排气歧管隔热套|发动机排气管隔热套|隔音降噪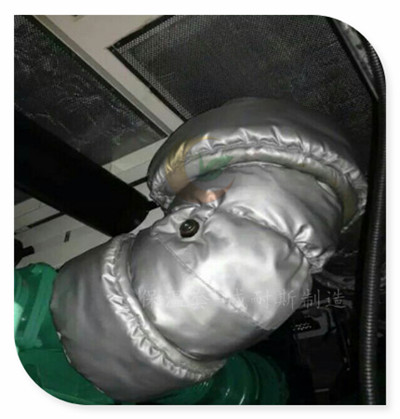
-
硬密封球体
-
美标阀门封盖1500-10"
-
减压阀保温套|减压阀保温衣|隔热套|可拆卸式
-
高压固定球体
-
Nansen阀门隔热保温衣
-
美标阀门封盖1500-8"
-
阀门柔性保温套
-
供应V型球体
-
威耐斯 电加热阀门保温套 电伴热保温衣
-
美标阀门封盖900-6"
-
阀门保温套_阀门保温保护套促销价格_产地货源
-
蝶阀隔热保温套
-
供应半瓣球体
-
上海南泉阀门节能保温被
-
供应浮动球体