
 1851533094
1851533094


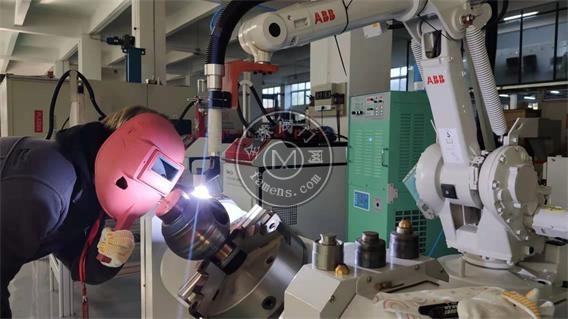
阀门 熔覆耐磨合金涂层的简单介绍阀门维修和认证需要堆焊、自动化堆焊,我们通常会使用等离子堆焊工艺来解决,自动化堆焊采用参数DML等离子堆焊机和自动化工装。阀门 熔覆耐磨合金涂层的详细信息阀门维修和认证需要堆焊、自动化堆焊,我们通常会使用等离子堆焊工艺来解决,自动化堆焊采用参数DML等离子堆焊机和自动化工装。 堆焊后的加工处理 工件堆焊后,需要通过机床对堆焊面进行机加工,保留均等有效的合金层并使合金层光洁度高,达到镜面效果。加工方式常见为磨和车,其中硬度达到HRC50以上需用磨床加工,HRC50以下可以用车床加工。 工件加工后,需对合金层进行着色探伤处理,如果有焊接缺陷,则需进行补焊。工件补焊时,尤其是硬质合金补焊,需要将缺陷位置深挖开槽,尤其是微裂纹补焊,更需要用角磨机清除裂纹周围合金层,深度要超过裂纹根部。然后将工件预热,再进行补焊。补焊完成后,再对工件进行二次加工。 同一位置焊接缺陷补焊不得多于两次。 等离子粉末自动堆焊的效果 使用等离子粉末自动堆焊设备堆焊后的阀门密封面,堆焊层平整度高,加工量小,表面成型美观,合金分布均匀,硬度点分布均匀。 |
-
螺纹/焊接闸阀
-
Z66Y高压注水膨胀阀
-
不锈钢美标闸阀
-
PZ73H-10C铸钢明杆刀闸阀,刀型闸阀,插板阀
-
不锈钢国标闸阀
-
京牌美标闸阀,北京市阀门总厂股份有限公司美标闸阀,北京阀门美标闸阀
-
法兰闸阀
-
KZ43Y抗硫平板闸阀
-
PZ673N-10C耐磨衬聚氨酯刀闸阀,耐磨零泄漏刀闸阀
-
京牌闸阀Z540
-
不锈钢美标闸阀Z41W
-
电动闸阀
-
引进磅级高温高压电站闸阀
-
中诚DMZ73X手动暗板刀型闸阀
-
Z43F/Z43H/Z43Y/Z43FM/Z43HF/Z43W平板闸阀
-
陶瓷手动 气动 刀闸阀
-
北京市阀门总厂股份有限公司铸钢闸阀Z41H-16C
-
上海北麦PZ673H气动刀闸阀
-
中诚阀门手动刀型闸阀,薄型闸阀
-
京牌平板闸阀
-
高温高压气动双闸板闸阀Z644Y
-
Z41H-16C闸阀
-
陶瓷闸阀
-
不锈钢闸阀Z11W