核电站用海水蝶阀失效分析和处理
1 概述
目前,国内在建和已建的核电站海域水质存在差异,所以在役运行海水系统阀门的失效现象也不同。通过试验和研究,提出了技术上安全可靠,工艺比较成熟,能有效解决海水蝶阀失效的技术方案,按该方案制造的产品已投入试用,运行情况良好。
2 失效原因
根据海水蝶阀运行状况分析,腐蚀是引起其失效的主要原因之一。
①冲刷腐蚀
冲刷在金属表面产生切应力效应。
②防腐层脱落腐蚀
防腐涂层或衬里脱落失去防腐作用。
③均匀腐蚀
海水中氧含量丰富且含有次氯酸钠,金属钝化膜不易形成,主要发生吸氧腐蚀,表现形式为腐蚀速度明显加快。
④电偶腐蚀
因为海水为强电解质,加快了低电位金属的腐蚀。
⑤闭塞电池腐蚀
由于循环水系统的部分系统处于备用状态,这些区域的海水不流动,易形成自催化的闭塞腐蚀效应。
⑥选择性腐蚀
金属的电位不同,腐蚀速率也不同。
⑦点状腐蚀
不锈钢因氯离子产生点蚀穿孔。
⑧微生物腐蚀
海水中微生物附着在阀门上对材料腐蚀产生影响。
3 材料试验
3.1 材料选择
选择海水蝶阀零部件材料时,应根据工况条件从多方面考虑。①耐腐蚀性能。②耐磨、耐冲刷能力。③经济性。④加工工艺。⑤海水中的氧含量、氯离子浓度、流速、海水的污染情况及海洋微生物对材料腐蚀性。⑥海水温度。
3.2 浸泡试验
14种材料在海域一SEC系统海水和海域二SEC系统海水中浸泡30d的试验结果见表1。浸泡试验前,测得海域一SEC系统海水的pH值为6~7、氯化物含量为4.10×103mg/L、硫酸盐含量为568mg/L,测得海域二SEC系统海水的pH值≈6、氯化物含量为1.82×104mg/L、硫酸盐含量为2.52×103mg/L。
表1 14种材料在海水中浸泡30d后的质量变化 g

3.3 金属材料腐蚀电位试验
电位试验的试样材料为SAF2507、304、ZCu-Al10Fe5Ni5、0Cr17Ni4Cu4Nb、316L和ZCu-Al10Fe3Ⅱ,各2件。分析试验结果(图1),在海水介质条件下,6种金属材料中腐蚀电位最高的是SAF2507,最低的是304,最大电位差约为210mV。随着测试时间的延长,腐蚀电位最稳定的是SAF2507、ZCuAl10Fe5Ni5和ZCuAl10Fe3Ⅱ,最不稳定的是304,0Cr17Ni4Cu4Nb和316L腐蚀电位的稳定性相对居中。所以海水阀门选用SAF2507、ZCuAl10Fe5Ni5和ZCuAl10Fe3Ⅱ制造,这3种材料腐蚀电位稳定,电位差只有60mV。发生电偶腐蚀的可能性比较小。在30℃以下时,316尚可,双相不锈钢优秀。在50℃以下时,双相不锈钢可用。在60℃以上时,宜用镍基合金或钛合金。

1.SAF25072.0Cr17Ni4Cu4Nb3.ZCuAl10Fe5Ni5
4.ZCuAl10Fe3Ⅱ5.316L6.304
图1 6金属材料在海水中耐温性能比较
4 材料防腐蚀
材料防腐蚀的方法很多,如涂层法(包括各种涂料、金属和塑料喷涂)、薄板衬里法(包括各种耐蚀金属及各种非金属衬里)、内部多层衬砌法(石墨板等)、非金属作为设备主体法(金属作为支撑机构)和特种防腐处理法(电化学保护技术,牺牲阳极,外加电流,加缓蚀剂)等。
在阀门行业,常用的防腐措施有3种。
①阀体涂层处理
涂层用途广泛,是国内目前采用最多的防腐措施。如涂层出现破损,修补方便,费用少。但是,涂层在流速较高的工况,局部损伤较快,需要定期修补。
②阀门衬胶处理
衬胶为阀门行业常用的防腐方法。在氯丁橡胶和三元乙丙胶中添加特种材料,适用于海水工况,不长海生物。衬胶适用于海水中泥沙含量比较少的工况。但是,橡胶易老化,一般使用寿命为5~10年,如果橡胶层大面积脱落,很容易对基体产生腐蚀,且衬胶不容易修补。
③阴极保护处理
以被保护的金属构件作为阴极,对其施加一定的直流电流,使其产生阴极极化。当金属的电位负于某一电位值时,该金属表面的电化学不均匀性得到消除,腐蚀的阴极溶解过程得到有效抑制,达到保护的目的。
5 材料性能
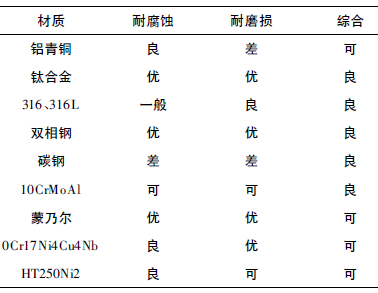
5.1 金属材料海水蝶阀金属材料性能对比见表2。
表2 金属材料性能对比
5.2 橡胶材料
橡胶试样耐海水老化性能对比见表3。
表3 橡胶试样耐海水老化性能对比

注:试剂浓度为5%的氯化钠溶液,pH值为7。
5.3 涂层材料
涂层材料进行附着力试验和腐蚀试验。
(1)附着力试验
检测涂层材料附着力试验的方法有拉伸试验、剪切试验和耐磨试验。
拉伸试验用Φ40mm×50mm材质为Q235-A的试样12块,分成6组,分别给予编号1~6。对每件一个端面进行喷砂处理,其中1、3和5号3组Ra=12.5μm,2、4和6号3组Ra=75μm。
将6组试样按要求涂刷涂料。1和2号试样涂刷陶瓷涂料B2层,厚度约0.5mm。3和4号试样涂刷陶瓷涂料A2层(灰、白),厚度约0.5mm。5和6号试样涂刷陶瓷涂料A6层(白、大颗粒、小颗粒、修补剂、白、灰),厚度约4mm。涂层固化后,对涂层的平均厚度进行测量,并在万能材料试验机上实施拉伸试验,试验数据见表4。
表4 拉伸试验数据

剪切试验用50mm×50mm×8mm材质为Q235-A的试样12块,分成6组,分别给予编号1~6。对每件一个端面进行喷砂处理,其中1、3和5号3组Ra=12.5μm,2、4和6号3组Ra=75μm。将6组试样按与拉伸试验要求相同的方法涂刷涂料。涂层固化后,对涂层的平均厚度进行测量,并在万能材料试验机上进行剪切试验,试验数据见表5。
表5 剪切试验数据

耐磨试验用100mm×100mm×8mm材质为Q235-A的试样12块,分成6组,分别给予编号1~6,进行喷砂处理、去除试块表面的铁锈、氧化皮,保证Ra=75μm以上。将6组试样按与拉伸试验要求相同的方法涂刷涂料。涂层固化后,对涂层厚度、涂刷件质量分别测定和称重,试验数据见表6。
表6 耐磨试验数据

在相同工艺条件下,采用Q3740吊钩式抛丸清理机对涂刷件1、3和5组试样进行喷砂处理,喷砂时间约5min。喷嘴离试样的距离、空气压力、砂型、喷嘴与试样的方向均一致,试验数据见表7。对涂刷件2、4和6组试样分别进行手工喷砂处理,至可见金属,并记录时间。试验数据见表8。
表7 机械喷砂耐磨试验数据
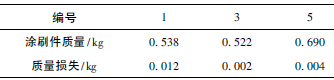
表8 手工喷砂耐磨试验数据

(2)耐腐蚀试验
准备100mm×100mm×10mm材质为Q235-A的试样12块,分成6组,分别给予编号1~6,进行喷砂处理,去除试块表面的铁锈和氧化皮,保证Ra=75μm以上。将6组试样按与拉伸试验要求相同的方法涂刷涂料。涂层固化后,对涂层厚度、涂刷件质量分别测定和称重。将试块放置在盐雾试验箱内,测试金属在模拟海水环境下的耐腐蚀能力。
(3)分析
通过对陶瓷涂料A和陶瓷涂料B2种涂料的涂层分别进行附着力试验和耐磨试验,对2种涂料的性能有了更多了解。
①表面越粗糙,其附着力越强,拉力也越大。反之,附着力弱,拉力相应地变弱。表面附着力与涂层厚度也有很大的关系,涂层越厚,其抗拉(剪)强度也越强。
②陶瓷涂料B的抗剪强度较陶瓷涂料A大,但在垂直方向的抗拉强度陶瓷材料A的性能较好。
③涂刷陶瓷涂料A6层的试样,粘结性比较好。
④陶瓷涂料A和陶瓷涂料B2种涂料硬度(金属硬度计测量)相近。涂层的硬度与涂层的厚度有关,一般涂层越厚硬度越高。
⑤分别对涂刷过陶瓷涂料A和陶瓷涂料B的试样进行喷砂处理,在相同施工方法的条件下,涂刷陶瓷涂料B2层的试样在2min后涂层脱落,露出金属表面。涂刷陶瓷涂料A2层的试样,在4min后涂层脱落,露出金属表面。涂刷陶瓷涂料A6层的试样在作喷砂处理45min后才渐渐露出金属表面。因此,陶瓷涂料A在耐磨性方面优于陶瓷涂料B。特别是涂层厚度越厚,其耐磨性越好。从阀门作衬胶处理和阀门刷涂陶瓷涂料A经济性分析,刷涂陶瓷涂料A涂层成本为衬胶处理的3倍左右。
6 实例分析
6.1 实例1
某海域核电站2台对夹式蝶阀原是国外进口阀门,使用一个周期,阀门腐蚀严重。改为国内某企业的产品,蝶板为不锈钢,使用一个周期,阀杆和蝶板腐蚀非常严重。据分析,系统中海水的泥沙含量比较小,但工作温度较高,氯离子对金属材料的腐蚀能力增强。因此,氯离子腐蚀是主要原因。根据情况分析,阀体采用WCB,阀座采用三元乙丙胶,蝶板与阀杆采用SAF2507双相不锈钢。材料改进后的阀门使用两个周期至今完好。经了解,该系统核电站部分海水系统阀门的蝶板也选用了双相不锈钢。
6.2 实例2
某海域核电站DN350和DN400海水衬胶蝶阀,其蝶板为铝青铜,使用一个周期后,蝶板冲刷严重,后采用阀门过流部分涂刷陶瓷涂料,效果较好。在另外一个同类系统阀门阀体采用不锈钢,过流部分包氯丁胶,效果较好。
7 结语
双相不锈钢作零部件应严格按照通过验证的锻造工艺、铸造工艺和热处理工艺生产。采用涂刷陶瓷涂层,应严格按涂料施工工艺规程进行,并考虑各工序的间隔时间和施工温、湿度控制。如采用包胶方式应考虑生产工序和转角处工艺处理。
某些地区海水氯离子含量较低,泥沙含量高,海水温度不高。对于≤DN300的海水蝶阀,建议阀体选用碳钢,阀座采用氯丁橡胶或三元乙丙胶,蝶板和阀杆均选用双相不锈钢,蝶板和阀杆采用无销连接,减少泄漏点。对于>DN300的海水蝶阀,建议采用过流部分和蝶板涂陶瓷涂料,阀杆和阀座采用双相不锈钢,密封圈采用特种氯丁橡胶或三元乙丙胶,安装在蝶板上,维修更换方便。
某些地区海水氯离子含量较高,泥沙含量较低,海水温度较高。对于>DN1200的海水蝶阀,建议阀体和蝶板采用衬橡胶或涂陶瓷涂料,阀杆和阀座采用双相不锈钢,密封圈采用特种氯丁橡胶或三元乙丙胶,安装在蝶板上,维修更换方便。对于≤DN1200的海水蝶阀,建议阀体选用碳钢,阀座采用特种氯丁橡胶或三元乙丙胶,蝶板和阀杆均选用双相不锈钢,蝶板和阀杆采用无销连接,以减少泄漏点。
相关新闻
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062