阀门阀体模拟件的电子束焊接
作者: 2006年07月12日 来源:哈尔滨锅炉厂 李宜男 杨松 浏览量:
字号:T | T
1锻焊结构阀门阀体的结构特点目前我国大型阀门阀体的生产一般采用铸件结构,不但工艺复杂,材料浪费,而且往往在铸件的内训产生疏松、缩孔等缺陷,不能满足质量要求。为了解决上述问题,一些厂家已逐步将阀门阀体的
1 锻焊结构阀门阀体的结构特点
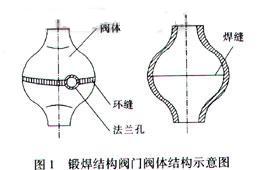
目前我国大型阀门阀体的生产一般采用铸件结构,不但工艺复杂,材料浪费,而且往往在铸件的内训产生疏松、缩孔等缺陷,不能满足质量要求。为了解决上述问题,一些厂家已逐步将阀门阀体的铸造结构改为锻焊结构,在焊接生产上主要采用氩弧焊、手工电弧焊或埋弧焊,劳动生产率低,接头质量受人为因素影响较大。图1为锻焊结构阀体示意图。
(1)产品本身尺寸并不十分巨大,因此不需要体积很大的真空室,这样右以使真空本身的制造成本降低,缩短了抽真空的时间。
(2)产品结构要求环缝隙中间位置有一开孔,安装法兰。对于电子束焊来说在始焊点和焊接结束点处最易产生焊接缺陷,而针对该产品的特点,可以把环缝的搭接点作为开孔位置,简化了焊接工艺。
2试验材料及设备
2.1 试验材料的化学成分及力学性能
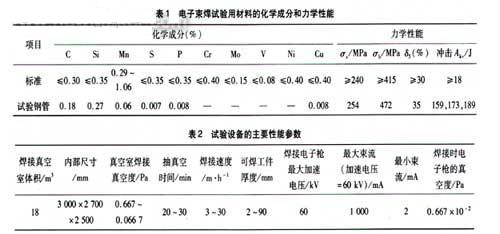
本文采用材质为SA106B,规格为φ404mmx73mm的大口径钢管模拟锻焊闸阀的产品试样进行工艺评定。试验材料的化学成分及力学性能见表1。
本试验采用的是乌克兰巴顿焊接研究所研制的KL105真空电子束焊机,其设备的主要性能参数见表2。
3模拟件的焊接
电子束焊接设备分为高压电源、真空设备、控制系统等几部分,设备复杂,造价高,使用及维护动技术要求高。因此对操作要求较严格,必须按照操作程序进行。
3.1焊前准备
(1)为防止钉尖缺陷的产生,电子束焊时往往要加衬垫,衬垫的材料应与产品的材料相同。衬垫的厚度应不小于被焊接工件厚度的30%,参数的选择应保证熔深比实际接头要求的焊接深度大20%。焊后采用机加的方法去除衬垫。
(2)为防止焊缝隙表面的金属外流,在破口的外侧还需加挡圈,待焊接结束后采用机加的方法去除。
(3)待焊工件的接缝区应精确加工并采用专用夹具进行装配和固定,焊接集团采用了横焊,焊接时工件固定,焊枪运动。
(4)焊缝表面的清理。由于电子束焊接过程中将金属加热成金属蒸气,与此同时焊缝表面的夹杂、油锈水等也被加热蒸气。在焊接过程中这些蒸气与金属蒸气将共同填满焊缝,这会形成气孔、夹渣等缺陷,降低焊接的质量。因此焊接前要冼焊接表面采用洒精和丙酮进行擦洗,防止留有铁锈、夹杂和水。对于真空电子工业束焊接设备,焊件表面的清理更加严格,否则不仅会导致焊缝缺陷及软科学性能劣化,而且影响抽气时间与焊枪运行稳定性,同时会加导师真空泵轴老化。
3.2焊前调试
(1)首先安装工件,通过控制系统将电子枪调整至待焊位置,使电子枪与待焊件保持一定的距离。我们称焊接过程中电子工业枪与工亻之间的距离为工作距离。在整个焊接过程中,这一距离将保持不变。
(2)关闭真空室的大门,开始抽真空,当真空度达到规定数值0.667Pa即可进行焊接。电子束焊机的工作环境温度应控制在12-35℃之间,厂房应配有空气干燥系统以降低环境
(3)调整焊枪使之对准铜棒,在铜棒上测试最大电流。在焊接过程式中,电子工业束束流过小,会使发射电子束的阴极受损,通常在焊接前,要将电流加以测试。
(4)进行焊接起始点位置的调试。通过X,Y,Z方向位移来确定焊缝的位置。
3.3焊接参数
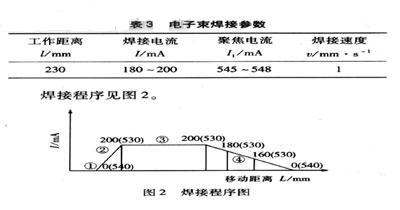
电子束焊接随着焊接参数的不同,所能焊接的壁厚也不同。通过大量的试验研究,所确定的适合于该产品的焊接参数见表3。
3.4试验结果
焊接接头力学性能检验试验结果完全满足ASME及国内相应法规的要求。
目前我国大型阀门阀体的生产一般采用铸件结构,不但工艺复杂,材料浪费,而且往往在铸件的内训产生疏松、缩孔等缺陷,不能满足质量要求。为了解决上述问题,一些厂家已逐步将阀门阀体的铸造结构改为锻焊结构,在焊接生产上主要采用氩弧焊、手工电弧焊或埋弧焊,劳动生产率低,接头质量受人为因素影响较大。图1为锻焊结构阀体示意图。
(1)产品本身尺寸并不十分巨大,因此不需要体积很大的真空室,这样右以使真空本身的制造成本降低,缩短了抽真空的时间。
(2)产品结构要求环缝隙中间位置有一开孔,安装法兰。对于电子束焊来说在始焊点和焊接结束点处最易产生焊接缺陷,而针对该产品的特点,可以把环缝的搭接点作为开孔位置,简化了焊接工艺。
2试验材料及设备
2.1 试验材料的化学成分及力学性能
本文采用材质为SA106B,规格为φ404mmx73mm的大口径钢管模拟锻焊闸阀的产品试样进行工艺评定。试验材料的化学成分及力学性能见表1。
本试验采用的是乌克兰巴顿焊接研究所研制的KL105真空电子束焊机,其设备的主要性能参数见表2。
3模拟件的焊接
电子束焊接设备分为高压电源、真空设备、控制系统等几部分,设备复杂,造价高,使用及维护动技术要求高。因此对操作要求较严格,必须按照操作程序进行。
3.1焊前准备
(1)为防止钉尖缺陷的产生,电子束焊时往往要加衬垫,衬垫的材料应与产品的材料相同。衬垫的厚度应不小于被焊接工件厚度的30%,参数的选择应保证熔深比实际接头要求的焊接深度大20%。焊后采用机加的方法去除衬垫。
(2)为防止焊缝隙表面的金属外流,在破口的外侧还需加挡圈,待焊接结束后采用机加的方法去除。
(3)待焊工件的接缝区应精确加工并采用专用夹具进行装配和固定,焊接集团采用了横焊,焊接时工件固定,焊枪运动。
(4)焊缝表面的清理。由于电子束焊接过程中将金属加热成金属蒸气,与此同时焊缝表面的夹杂、油锈水等也被加热蒸气。在焊接过程中这些蒸气与金属蒸气将共同填满焊缝,这会形成气孔、夹渣等缺陷,降低焊接的质量。因此焊接前要冼焊接表面采用洒精和丙酮进行擦洗,防止留有铁锈、夹杂和水。对于真空电子工业束焊接设备,焊件表面的清理更加严格,否则不仅会导致焊缝缺陷及软科学性能劣化,而且影响抽气时间与焊枪运行稳定性,同时会加导师真空泵轴老化。
3.2焊前调试
(1)首先安装工件,通过控制系统将电子枪调整至待焊位置,使电子枪与待焊件保持一定的距离。我们称焊接过程中电子工业枪与工亻之间的距离为工作距离。在整个焊接过程中,这一距离将保持不变。
(2)关闭真空室的大门,开始抽真空,当真空度达到规定数值0.667Pa即可进行焊接。电子束焊机的工作环境温度应控制在12-35℃之间,厂房应配有空气干燥系统以降低环境
(3)调整焊枪使之对准铜棒,在铜棒上测试最大电流。在焊接过程式中,电子工业束束流过小,会使发射电子束的阴极受损,通常在焊接前,要将电流加以测试。
(4)进行焊接起始点位置的调试。通过X,Y,Z方向位移来确定焊缝的位置。
3.3焊接参数
电子束焊接随着焊接参数的不同,所能焊接的壁厚也不同。通过大量的试验研究,所确定的适合于该产品的焊接参数见表3。
3.4试验结果
焊接接头力学性能检验试验结果完全满足ASME及国内相应法规的要求。
相关新闻
免责声明:1、本文系本网编辑转载或者作者自行发布,本网发布文章的目的在于传递更多信息给访问者,并不代表本网赞同其观点,同时本网亦不对文章内容的真实性负责。
2、如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间作出适当处理!有关作品版权事宜请联系:+86-571-88970062
推荐新闻
关于我们 - 刊登广告 - 服务项目 - 联系我们 - 会员说明 - 法律声明 - 意见反馈 - 本网动态 - 友情链接 - 企业展示 - 阀门助手
广告热线:0571-88970062 服务热线:0571-56077860 传真:0571-88971936
广告咨询
会员咨询:
客户服务:
友情链接:
客服邮件:service#famens.com 销售邮件:sales#famens.com 投稿邮箱:famens-bj#foxmail.com