汽轮机高调门阀杆断裂故障的改造优化探索
1 概述
济钢燃气—蒸汽联合循环发电项目中,燃气发电后余热资源回收利用,通过余热锅炉产生蒸汽驱动汽轮机发电,汽轮机为国产40MW双压单缸凝汽式汽轮机组。系统生产初期汽轮机高调门频繁故障,在原运行条件下,汽轮机仅因高调门故障平均每70个工作日需停机处理一次,与运行要求相差甚远,成为制约正常生产的瓶颈,高调门故障问题急需解决。
2 高调门故障现象描述
汽轮机高调门结构示意图如图1。
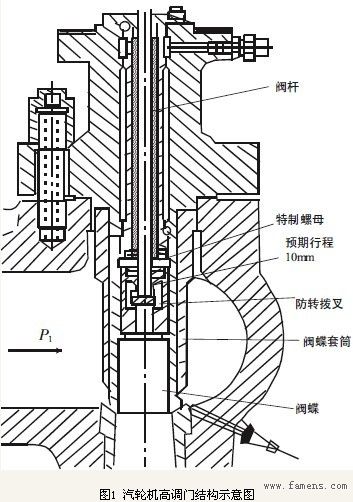
高调门故障现象为在运行过程中出现阀杆接头磨损甚至断裂,连接套及其垫片磨损,防转拨叉断裂脱落甚至特制螺母滑脱。运行中阀杆有转动迹象。
3 故障原理分析及优化改造方案
3.1 故障原理分析
3.1.1 蝶阀处于悬伸的不稳定状态。调门调节过程分析,在高调门初开阶段,预启阀开启后,蝶阀上部压力大于下部压力,压差导致的压力和阀碟重力共同作用,使阀碟紧紧压在阀杆底端座上,阀杆能够顺利、准确的提升阀碟,起到调门的调节功能。随着调门开度增大,阀碟下部压力大于上部压力,在一定负荷时,压力差导致的提升力可以抵消蝶阀自身重力,使阀碟处于基本受力平衡状态。随着调门开度继续增大,下部压力大于上部压力且压力差继续增大,上下压差克服阀碟重力,此时预启阀关闭,阀碟紧靠阀杆上端。但是,在低负荷时,阀碟处于上述的蝶阀基本受力平衡状态,此时预启阀开启,但上端未接触到特制螺母,阀碟处于悬伸状态。
阀碟受力分析:蝶阀上下压差最大为p1-p0,其中p1为调门前主蒸汽压力6.77MPa,p0为环境压力,以0.1MPa计。阀碟直径为250mm,预启孔直径为46mm,碟阀重量为70kg。随着阀门开度增大,最大提升力F可达:
而重力:G=70kg≈700N
可知,F>>G,上下压差在一定程度时足以提起碟阀。
在系统生产初期,该汽轮机经常在15MW的低负荷状态下工作,实际状况表明在该负荷状态下,碟阀悬伸于阀杆上。如图2高调门流量特性曲线。
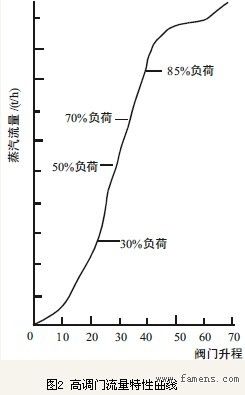
在15MW时,阀门升程约为23mm。而在实际运行中,提升阀杆的油动机实际提升量为16~20mm左右,小于阀门升程,该阀设计预启阀行程为10mm,可推断得在这种负荷状态下预启阀半开,阀碟处于悬伸状态,阀碟受汽压压差力与重力基本平衡,阀杆此时无提升作用,导致蝶阀处于不稳定状态。
♂
3.1.2 气流冲击、气流振荡,加剧蝶阀冲击损坏。由于高温、高压蒸汽在汽室内的流速很高,冲击伸出在阀碟套筒外部的阀碟,阀碟径向冲击力很大,作用在防转拨叉上。同时在该处由于汽室容积突变,气流方向改变,使汽室内的汽流产生涡流振荡,蒸汽的涡流作用使阀碟经常处于高频率振荡下,长期运行中蒸汽对阀碟产生周期性激振力,加剧了阀碟、阀杆的振动,造成调节阀杆疲劳断裂、螺纹损坏、防转拨叉断裂等情况的发生。
3.1.3 蒸汽不稳定。在系统生产初期,燃机余热蒸
汽量不足且压力不稳定,设备在低负荷状态运行。在汽轮机低负荷、高调门初开阶段,阀前后压差较大,进汽量随开度增加而增长较快,调门开至一定程度后,随着压差的变小,调门开度增加引起进汽量变化较慢。当产生蒸汽压力波动时,处于大阀区
工作状态的阀碟需较大范围的调节阀碟,不稳定的蒸汽压力导致阀碟的频繁波动加剧了阀杆和防转拨叉的磨损。
3.1.4 调门部分零部件结构不合理,强度不足。阀杆由上、下连接杆两段组成,中间采用45号钢调节垫片连接,在涡流振动下,阀杆两段形成相对运动,在阀杆与调节垫片材质不同的情况下,垫片保护性磨损,致使上下连接杆活动间隙超标,加剧了阀杆的振动损坏。防转拨叉周向宽度为100mm,轴向长度100mm。在涡流振动下,阀碟形成对防转拨叉的高频冲击,冲击力作用于拨叉端部,在较长的轴向长度情况下,形成对拨叉根部的极大冲击力矩,最终导致防转拨叉根部疲劳断裂,拨叉脱落,破坏调节功能。
3.2 优化改造方案
3.2.1 提高机组负荷,改善汽轮机运行状态。敷设蒸汽管道引入外部高质量蒸汽,提高机组负荷在30MW以上状态下运行,在这种较高负荷状态下,阀门开度增大,上下压差使阀碟紧靠在阀杆上,避开蝶阀重力和蒸汽压差力基本平衡的负荷范围,消除低负荷状态下的高调门阀碟悬伸的不稳定状态,阀碟稳定性大幅度增强。
3.2.2 改善调门结构。在保证运行要求的前提下,将阀碟结合处进气口直径由原来的Φ250mm改为Φ200mm。避开阀碟在不稳定状态下的调节区。阀碟承受涡流振动和气流冲击的横截面积有了大幅度的减小,在同样的生产条件下,因涡流振动对碟阀的冲击力也相应的大幅度降低。改进进汽平衡,减小阀碟上下压差,由于阀碟上下压差存在产生的浮力和阀碟自身重力基本平衡,致使阀碟处于不稳定状态,需改变其压差,将进汽平衡孔由原来的6个增加到8个,尽量使阀碟处于一个较为稳定的状态。
3.2.3 加强阀杆、拨叉强度。原先采用的上下连接杆结构由连接套连接,经运行观察发现此处经常磨损加速损坏,更改为一根阀杆通过球形调节垫片直接连接到油动机执行结构上,避免了一处薄弱点。防转拨叉经常疲劳断裂,拨叉周向宽度由原来的100mm增加到120mm,轴向长度由原来的100mm缩短为90mm,减小对根部冲击,同时增加宽度加强抗冲击性能,并对根部应力集中适当处理。
4 经济效益分析
通过实施汽轮机高调门优化改造,成功解决了制约正常发电生产的瓶颈,大幅度提高发电量,以现单台汽轮机平均负荷32MW计,改造前单台汽轮机高调门每70天检修一次,检修工期60h计,单台汽轮机每年多发电:
32MW×60h×365天/70天=10011000k·Wh
以用电价格0.3元/k·Wh计,单台汽轮机年多创经济效益:
10011000×0.3元/k·Wh=300万元
5 实施效果
通过一年多来的实际运行,汽轮机组高调门经改造后运行稳定,改造后的汽轮机机组未出现高调门阀杆断裂故障,优化改造效果显著,事实证明改造方案合理,为类似的汽轮机高调门故障问题解决提供了可行性方案。
相关新闻
关于我们 - 刊登广告 - 服务项目 - 联系我们 - 会员说明 - 法律声明 - 意见反馈 - 本网动态 - 友情链接 - 企业展示 - 阀门助手
广告热线:0571-88970062 服务热线:0571-56077860 传真:0571-88971936
广告咨询
会员咨询:
客户服务:
友情链接:
客服邮件:service#famens.com 销售邮件:sales#famens.com 投稿邮箱:famens-bj#foxmail.com