能将粉粒状原料压制成片剂,物料的充填深度,压片厚度均可调节。可广泛适用于制药厂、化工厂、医院、科研单位、实验室试制和小批量生产。
小型实验室粉未压片机 
  
产品介绍
小型实验室粉未压片机 TDP-1.5L铝合金单冲压片机是一种小型台式电动(手动)连续压片的机器,可手动电动压片,机上装一付冲模,物料的充填深度,压片厚度均可调节,可根据客户要求提供不同规格的圆形模具。
产品特点
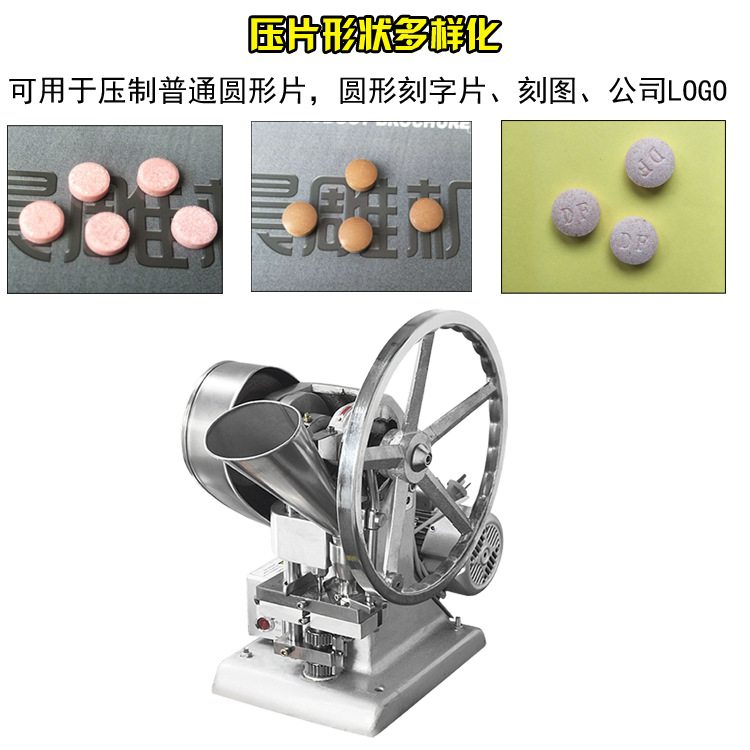
小型实验室粉未压片机 TDP-1.5L铝合金单冲压片机能将粉粒状原料压制成直径4~12mm圆片状、圆柱状片剂,还可压制带有文字、商标、图案的片剂。片剂的重量、厚度及硬度均可调节,只要更换不同的模具就可压制不同的产品可广泛适用于制药厂、化工厂、医院、科研单位、实验室试制和小批量生产。
① 压片方法:可电动压片,也可手动压片。
② 应用范围:医药片剂,食品片剂,化工片剂,农药片剂,兽药片剂等。
③ 片剂质量:片剂表面光滑,片重均匀。
④ 产 量:电动压片时每小时可生产4000~5000片。
⑤ 原料损耗低(最低实验原料用量仅为200克)。
⑥ 本机片剂的重量、厚度及硬度均可调节,只要更换不同的模具就可压制不同的产品。
⑦ 可以根据用户的要求定做4~12mm的圆形模具。
⑧ 不用专业操作技术,也不用专业技术人员,普通员工一学就会,一操作就能上手,电动手动压片,让机器操作更简单。
⑨ 压片机用铸铁材质制成,模具采用高硬度钢材质制成,模具使用时间长。
安装和接线
1、压片机安装在牢固的木制工作台上(也可安装在水泥台上)用三付M12地脚螺钉固定。工作台面至地面的高度约600毫米左右(以手摇,操作方便为度)。为了拆卸修理方便,在木制工作台上对应下冲芯杆的位置片还应有一个直径约35毫米的孔。
2、接通电机电源前先将电动机接好地线,以保安全。卸下三角皮带,接通电机电源,开动电机观察电机旋转方向是否正确(电机轴的旋转方向应与防护罩或手轮上的箭头方向相反)若旋转方向不对,则另行接线然后再把三角皮带装好。
冲模安装
1 安装前准备工作
1、压片机安装在牢固的木制工作台上(也可安装在水泥台上)用三付M12地脚螺钉固定。工作台面至地面的高度约600毫米左右(以手摇,操作方便为度)。为了拆卸修理方便,在木制工作台上对应下冲芯杆的位置片还应有一个直径约35毫米的孔。
2、接通电机电源前先将电动机接好地线,以保安全。卸下三角皮带,接通电机电源,开动电机观察电机旋转方向是否正确(电机轴的旋转方向应与防护罩或手轮上的箭头方向相反)若旋转方向不对,则另行接线然后再把三角皮带装好。
3、机器模具安装所用工具有大力钳,工具扳手,内六角板手
2 冲模的安装
安装顺序:冲模、下料斗安装顺序:下模—中模—台板—上模—下料斗
1) 下模安装
旋松下冲固定螺钉、转动手轮使下冲芯杆升到最高位置,把下冲杆插入下冲芯杆的孔中(注意使下冲杆的缺口斜面对准下冲紧固螺钉,并要插到底)最后旋紧下冲固定螺钉。
2) 中模安装
旋松中模固定螺钉,把中模拿平放入中模台板的孔中,同时使下冲进入中模的孔中、按到底然后旋紧中模固定螺钉。放中模时须注意把中模拿平,以免歪斜放入时卡住,损坏孔壁。
3) 上模安装
旋松上冲紧固螺母,把上冲芯杆插入上冲芯杆的孔,要插到底,用扳手卡住上冲芯杆下部的六方、旋紧上冲紧固螺母。
冲模安装完毕后,用手转动手轮、使上冲缓慢下降进入中模孔中,观察有无碰撞或磨擦现象,若发生碰撞或磨擦,则松开中模台板固定螺钉(两只),调整中模台板固定的位置,使上冲进入中模孔中,再旋紧中模台板固定螺钉,如此调整直到上冲头进入中模时无碰撞或磨擦方为安装合格。
3 调试
1) 出片的调整
转动手轮使下冲升到最高位置,观察下冲口面是否与中模平面相齐(或高或低都将影响出片)若不齐则旋松蝶形螺丝,松开齿轮压板转达动上调节齿轮,使下冲口面与中模平面相齐,然后仍将压板按上,旋紧蝶形螺丝。
至此,用手摇动手轮,空车运转十余转,若机器运转正常,则可加料试压,进行下一步调整。
2) 充填深度的调整(即药片重量的调整)
旋松蝶形螺丝,松开齿轮压板。转动下调节齿轮向左转使下冲芯杆上升,则充填深度减少(药片重量减轻)。调好后仍将轮齿压板按上,旋紧蝶形螺丝。
3) 压力的调整(即药片硬度的调整)
旋松连杆锁紧螺母、转动上冲芯杆,向左转使上冲芯杆向下移动,则压力加大,压出的药片硬度增加;反之,向右转则压力减少,药片硬度降低,调好后用扳手卡住上冲芯杆下部的六方,仍将连杆锁紧螺母锁紧。
至此,冲模的调整基本完成,再启动电机试压十余片,检查片重,硬度和表面光洁度等质量如合格,即可投料生产。在生产过程中、仍须随时检查药片质量,及时调整。
4 冲模的拆卸
1)拆卸上冲:旋松上冲紧固螺母,即可将上冲杆拔出,若配合较紧,可用手钳夹住上冲杆将其拔出,但要注意不可损伤冲头棱刃。
2)拆卸中模:旋松中模固定螺钉,旋下下冲固定螺宁,旋松蝶形螺丝,松开齿轮压板。转达动调节齿轮使下冲芯杆上升药十毫米,轻轻转动手轮,使下冲芯杆将中模顶出一部份,用手将中模取出,若中模在孔中配合紧密,不可用力转动手轮硬顶,以免损坏机件。这时须拆下中模台板再取出中模。
3)拆卸下冲:先已旋下下冲固定螺钉,再转动手轮使下冲芯杆升到最高位置,即可用手拔出上冲杆。若配合紧密,可用手钳夹出(注意不要损伤冲头棱刃)。
4)冲模拆卸后尚须转动调节齿轮,使下冲芯杆退下约10毫米,转动手轮使下冲芯杆升到最高位置时,其顶端不高于中模台板的底面随可(这一步不要忽略,以免再次使用时发生下冲芯杆与中模顶撞的事故)。最后仍将下冲固定螺钉旋上。 

|



 2981006421 | 最新产品 | 最新供应 | 阀财通档案 | 公司介绍
2981006421 | 最新产品 | 最新供应 | 阀财通档案 | 公司介绍