上海多木实业有限公司是目前国内率先以低耗、高效、实用角度研发,生产,销售为一体的设备制造商。研发生产销售的高能等离子弧粉末熔覆堆焊机系列,实用性等离子弧焊机系列,精密短电弧点焊机系列均能达到国内领先水平。
科技以人为本是多木人不倦的追求,公司汇集了国内外众多专业人才,既有在国际领域研发焊接电源,堆焊技术,粉末工艺,工装夹具设计,PLC控制工控编程等方面的专业技术人才;也有极富管理营销经验的复合性人才,多木团队是一支有着极强自主设计、开发和生产能力的队伍,公司目前拥有多项专利产品,拥有生产产品的全部知识产权,并可以为客户提供量身定做专一产品。
公司产品广泛应用于矿山、水泥、冶金、农机、建筑、电站、铁路、车辆、能源、军工、石油、化工、航空航天、模具、工具、电子电器、仪器仪表、医疗器械、汽车、通讯等行业的制造加工与修复,丰富的焊接修复经验及使用技巧,为客户解决了诸多焊接修复难题。产品远销全球各地,深受广大客户一致好评。
今日的质量,明日的市场!是多木人永恒发展的前提!
2、工艺原理
等离子弧粉末堆焊(亦称等离子喷焊,国外称为PTA工艺),是采用氩气等离子弧作高温热源,采用合金粉末作填充金属的一种表面熔敷(堆焊)合金的工艺方法。
等离子弧粉末堆焊的基本过程,利用等离子弧焊枪(或称喷枪,等离子弧发生器),在阴极和水冷紫铜喷嘴之间,或阴极和工件之间,使气体电离形成电弧,此电弧通过孔径较小的喷嘴孔道,弧柱的直径受到限制,在压缩孔道冷气壁的作用下,产生热收缩效应、机械压缩效应、自磁压缩效应,使弧柱受到强行压缩,这种电弧为“压缩电弧”,称为等离子弧。电弧被压缩后,和自由电弧相比会产生很大的变化,突出的是弧柱直径变细,促使弧柱电流密度显著提高,气体电离很充分,因而电弧具有温度高、能量集中、电弧稳定、可控性好等特点。等离子弧焊枪产生的等离子弧分非转移型弧(阴极与喷嘴间建立的电弧)和转移型弧(阴极与工件间建立的电弧)。等离子弧堆焊的主要热源是转移型等离子弧。
在采用联合弧堆焊时,一般采用两台独立的直流弧焊机作电源,分别供给非转移弧(简称“非弧”)和转移弧(简称“转弧”)。两个电源的负极并联在一起,通过水电缆接至焊枪的钨电级(阴极)。非弧电源的正极通过水电缆接至焊枪的喷嘴。转弧电源的正极接至工件。循环冷却水通过水电缆引至焊枪,冷却喷嘴和电极。氩气通过电磁气阀和流量调节器进入焊枪。非弧电源接通后,借助在电极和喷嘴之间产生的高频火花引燃非转移弧。转弧电源接通后,借助非弧在钨极和工件间造成的导电通道,引燃转弧。转弧引燃后,可保留或切断非弧,主要利用转弧的热量在工件表面产生熔池和熔化合金粉末。合金粉末按需要量连续供给,借助送粉气流送入焊枪,并吹入电弧中。粉末在弧柱中被预先加热,呈熔化或半熔化状态落入熔池,在熔池里充分熔化,并排出气体和浮出熔渣。通过调节转移弧电流来控制熔化合金粉末和传递给工件的热量,合金和工件表层熔合。随着焊枪和工件的相对移动,合金熔池逐渐凝固,便在工件上获得所需要的合金堆焊层。
3、产品介绍
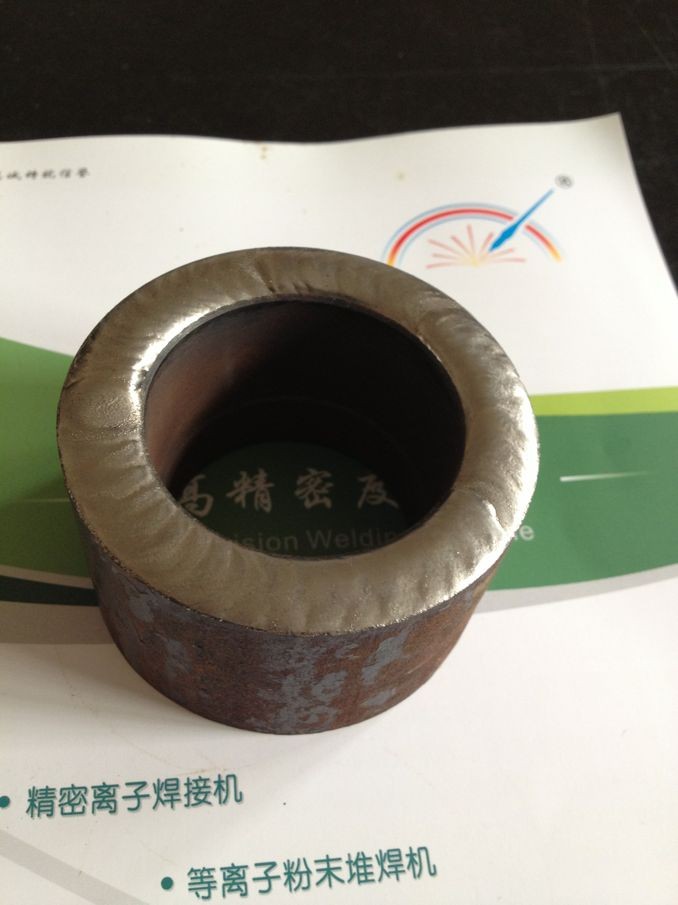
DML-V02B高能等离子弧粉末熔覆堆焊设备是我公司自主研发的拥有完全自主知识产权的金属表面改性设备,该堆焊工艺是提高金属表面耐磨性、耐热、耐腐蚀性和耐冲击等性能的最佳有效技术方法之一。该焊机一台电源主弧微弧同一电源,采用叶轮式送粉器,送粉均匀,一体式的压铸焊枪,适合长时间工作,灵活方便。
DML-V02B 高能等离子弧粉末熔覆堆焊工作原理:是利用等离子弧作为热源,由送粉器向堆焊枪供粉,吹入电弧中,应用等离子弧产生的高温将合金粉末与基体表面迅速加热并一起熔化、混合、扩散、随堆焊枪和工件的相对移动,等离子弧离开后液态合金逐渐凝固,形成一层高性能的合金堆焊层,从而实现零件表面的强化与硬化的堆焊工艺,由于等离子弧具有电弧温度高、传热率大、稳定性好,熔深可控性强,通过调节相关的堆焊参数,可对堆焊层的厚度、宽度、硬度在一定范围内自由调整。等离子粉末熔覆堆焊后基体材料和堆焊材料之间形成融合界面,结合强度高;堆焊层组织致密,耐蚀及耐磨性好;基体材料与堆焊材料的稀释减少,材料特性变化小;焊道平滑整齐,不加工或稍加工即可使用。利用粉末作为堆焊材料可提高合金设计的选择性,特别是能够顺利堆焊难熔材料,提高工件的耐磨、耐高温、耐腐蚀性或耐冲击性!
DML-V02B技术优势:
1、堆焊熔覆合金层与工件基体呈冶金结合,结合强度高;
2、堆焊熔覆速度快,低稀释率;粉末等离子弧堆焊的稀释率可控制在5%一10%或更低。
3、堆焊层组织致密,成型美观;堆焊过程易实现高效自动化生产,提高劳动生产率,减轻劳动强度。
4、可在锈蚀及油污的金属零件表面不经复杂的前处理工艺,直接进行粉末等离子弧堆焊;
5、与其他等离子喷焊相比设备构造便利,低耗、高效、实用易操作,维修维护方便;
6、等离子弧温度高、能量集中、工艺稳定性好,外界因素干扰小,在工件上引起的残余应力和变形小。
7、可控性好。可以通过调节电流大小、气体流量、送粉速度、堆焊速度及等离子弧摆动幅度来控制堆焊效果,从而获得质量优异的熔敷层。
8、使用材料范围广。堆焊合金粉末作为熔敷材料,不受铸造、轧制、拔丝等加工工艺的限制,可依据不同性能要求配置不同成分的合金粉末,特别适用于那些难于制丝但是易于制粉的硬质耐磨合金,以获得所需性能的堆焊层。
4、热喷涂与堆焊区别:
堆焊包括喷涂和喷焊两种工艺,所获得的覆盖层分别为喷涂层和喷焊层。
热喷涂与堆焊区别主要表现在以下几个方面:
1. 工件受热情况不同
喷涂无重熔过程,工件表面温度可始终控制在250C以下。一般不产生变形和使工件的组织状态发生变化。而堆焊要使涂层融化,重熔温度可达900C以上,工艺使用不当,容易引起工件变形。
2. 与基材结合状态不同
喷涂层与基材表面的结合以机械咬合为主,尽管存在微区冶金结合,但是涂层结合强度不高。堆焊通过涂层熔化与基材表面形成冶金结合,结合强度是喷涂3-6倍,结合厚度是喷涂2-4倍。
3. 所用粉末不同
堆焊要求使用自熔性合金粉末,而喷涂则对粉末的自熔性要求不高,各种自熔性合金粉末可用于堆焊又可用于喷涂,但喷涂粉末中不具备自熔性的只能用于喷涂而不能用于堆焊工艺。
4. 覆盖层结构不同
堆焊层均匀致密,一般认为无孔隙,而喷涂层有孔隙缺陷。
5. 承载能力不同
喷涂层不能承受冲击载荷和较高的接触应力,多在润滑条件的工作表面,配合面以及其它受力较小的工况条件下使用,堆焊层可承受冲击载荷和较高的接触应力,可在复杂工况条件下使用,可用于线接触场合。
多木高能粉末熔覆堆焊与一般粉末熔覆堆焊对比区别:
1. 高能熔覆堆焊使用粉末100-250目,一般熔覆堆焊使用粉末150-300目。
2. 一般熔覆堆焊因使用细微粉末在焊枪使用中容易堵粉中断,高能熔覆堆焊使用微粗粉末避免堵粉中断。
3. 高能熔覆堆焊枪体采用上下枪体连续冷却循环,可连续长时间工作。一般熔覆堆焊采用半循环冷却,不可长时间工作。
4. 高能熔覆堆焊可一次最厚堆焊5mm,一般熔覆堆焊一次最厚堆焊3mm。
5. 高能熔覆堆焊结构合理,低耗高效,焊工可在短时间内上手操作。
等离子粉末堆焊的优势是:稀释率低,结合强度高,致密性好,操作简单灵活方便。
注:国内高能等离子弧粉末熔覆堆焊技术的研究始终受到国家的重视,一直是“六五”“七五”规划的重点推广项目,并获得了技术经济效益,随着对新材料的进一步开发和应用研究,高能等离子弧粉末熔覆堆焊技术将与市场需求不断的完善和发展。

 33234613
33234613