衬套式旋塞阀故障分析及处理对策
1 概述
重庆建峰化工股份有限公司一化肥尿素装置于1993年建成投产,采用意大利斯那姆氨汽提法尿素工艺,设计生产能力1750t/d。装置中共有近百台衬套式旋塞阀,均由美国O.M.S公司生产,主要用于中、低压及蒸发造粒系统中。该阀门主要特点是结构简单、开关迅速、流体阻力小及带冲洗水孔便于冲洗,其连接形式均为焊接,机泵进出口管线上的旋塞阀均采用双联阀(图1)。方便工艺处理,50.5mm以上旋塞阀均采用带节流套的旋塞阀(图2)。

图1 双联旋塞阀结构

图2 带节流套式旋塞阀阀芯结构
从1993年装置开车到2000年期间,各旋塞阀使用情况良好,仅有3台旋塞阀出现故障,但随后旋塞阀在使用过程中故障逐渐增多,其中最主要的故障是旋塞阀内漏,失去其应有的使用功能,且严重危及到设备的正常检修和系统运行。故必须采取相应措施予以解决,确保装置及设备的安全稳定运行。
2 存在问题

图3 撕裂的衬套

图4 变形的阀芯和节流套
经过多年运行,尿素装置衬套式旋塞阀故障逐一暴露,主要有旋塞阀内漏、外漏以及执行机构卡涩、损坏,同时因内件损坏造成阀门节流,不能满足物料正常输送,易造成泵体汽化。造成旋塞阀内漏的主要原因是内件损坏,主要表现在衬套撕裂,阀芯变形,节流套定位销断裂、节流套变形造成阀内件卡涩等(图3、4)。旋塞阀内漏则是制约装置安全长周期运行的主要因素,尤其是高压甲铵泵、中压碳酸盐溶液泵、尿素溶液泵等机泵入口管线安装的旋塞阀,当机泵出现故障需检修时,工艺无法有效切出,给设备检修带来很大难度,有时甚至需停运(局部)系统方能进行故障处理。如2010年高压甲铵泵和熔融尿素泵因旋塞阀内漏,使得检修工作变得异常困难,影响到系统的安全稳定运行。
3 原因分析
结合尿素装置旋塞阀多年使用情况及历年检修情况进行对比、分析,确认造成旋塞阀内件损坏及内漏故障主要有以下4个方面。
3.1 原旋塞阀结构不合理
3.1.1 节流套旋塞阀易造成阀芯变形
造成阀芯变形的因素之一是阀芯强度较弱,尤其是开冲洗水孔侧阀芯变形严重。其主要原因是阀芯内设节流套后,使得阀芯整体壁厚设计较薄,且在冲洗水孔部位,其阀芯强度进一步下降,易造成冲洗水孔旁的密封不严。旋塞阀使用时,由于需要用冲洗水冲洗干净后才能够操作,一旦冲洗水压力控制偏高(在实际生产中,不可避免存在冲洗水压力偏高问题),使带冲洗水孔部位受力过大导致阀芯变形。其次,在工艺操作时,未能将旋塞阀内部的结晶物冲洗干净就强行动作阀门,极易造成阀芯变形。另外,当旋塞阀内节流套定位销变形严重或折断且结晶物未冲洗干净就动作阀门,使得节流套与阀芯之间出现卡涩,强行动作易造成阀芯变形或密封面受损,导致旋塞阀内漏,或出现严重节流现象,如熔融尿素泵曾出现入口旋塞阀节流导致泵打量偏低的现象。
3.1.2 焊接阀门不便于快速处理,检修后无法有效检验密封效果
由于尿素装置各旋塞阀均为焊接式阀门,出现故障时一般采用在线处理的方式。采用这种方式存在两个方面的缺点,一是在线处理时间较长,二是处理后无法检验维修质量,即检验阀门的密封性。若采用法兰连接形式的旋塞阀,在出现故障时,可以将备用旋塞阀安装使用,再择机检修故障旋塞阀,并在检修后,利用试验台检验其密封效果。
3.2 备件质量存在问题
从2004年开始,尿素装置旋塞阀检修所需备件逐步国产化,阀芯、衬套及密封件均自行加工或委托国内某厂家加工制造,但使用效果不佳,主要表现在:①衬套的塑性、韧性不够,脆性太大,安装后易撕裂,说明衬套材质选用存在一定的问题;②衬套、阀芯的加工尺寸和精度达不到要求。
3.3 检修过程控制不到位
旋塞阀检修重点在于衬套的安装。目前旋塞阀衬套在线(装置现场)处理方式主要有冷装法和热装法。冷装法是指不采用加热的方式将衬套直接安装到阀座中,用锥胎(与阀芯尺寸一致)压紧一段时间后取出,并对衬套进行局部打磨,确保衬套与阀芯密封的一种安装方式。而热装法是指把一锥胎预压定型和二锥胎定型的方法,即把加热至180~200℃的一锥胎从热油中取出,装入衬套内,通过专用工具将一锥安装到位。约5min后,将二锥胎从热油中取出按照一锥胎安装方式进行安装,待二锥胎温度降至50℃以下时,取出二锥胎并对衬套内密封面进行打磨,从而确保衬套与阀芯有效密封的一种安装方式。冷装法与热装法所用的衬套尺寸是不一样的,以锥度为2°的衬套为例,冷装法使用衬套锥度为2°,热装法使用衬套锥度为1.8°。相比之下,热装法能利用热量使衬套有较小变形,弥补备件加工尺寸误差,同时能较好保证衬套与阀座和阀芯的贴合及密封效果,故已多采用热装法。但采用热装法仍出现一些检修质量问题,主要表现在:①检修过程中备件尺寸未确认到位;②检修过程中细节控制不到位,如对衬套流道处的打磨;③检修过程中未按照严格的检修工艺检修,如在处理过程中为了抢进度,强装衬套造成衬套撕裂等。
3.4 工艺操作不规范
工艺操作不规范导致旋塞阀使用寿命短,易出现内漏或阀门节流。主要表现为在操作中开关速度过快,尤其是系统或设备出现紧急情况时,未对旋塞阀冲洗干净就强行进行操作,且为了快速动作阀门,取消执行机构采用加力杆直接开关旋塞阀。以上这些不规范的操作易造成旋塞阀衬套拉裂、阀内件变形、损坏而最终发生泄漏或阀门节流。
4 实施对策
针对以上对衬套式旋塞阀的故障分析,主要采取了以下几方面对策来解决衬套式旋塞阀的故障。
4.1 阀门结构形式改进
4.1.1 改进原阀芯结构
针对带节流套的阀芯洗水孔部位由于憋压造成阀芯变形问题,将部分旋塞阀的阀芯进行了改进,即在阀芯内部不再使用节流套,在确保流通量的情况下,直接在阀芯上加工流道孔,以增强阀芯强度(图5)。通过这种改进,既能确保阀芯强度,提高阀芯使用寿命,同时能避免阀门节流现象,确保机泵稳定运行及管道流通能力。
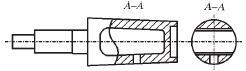
图5 加强型阀芯
4.1.2 整体更换为法兰联接形式的TUFLIN旋塞阀
对装置中经常发生故障且影响关键设备检修的旋塞阀进行整体更换,其联接形式改为法兰联接,其结构如图6所示。
图6 改进型旋塞阀
该类型的旋塞阀主要是对其部分结构及安装方式进行改进:①衬套牢固镶嵌在阀体内,并包覆在旋塞表面形成一个360°的密封面,同时保证该旋塞阀可以耐受介质中颗粒的磨损和冲刷并有好的密封性;②在阀体的进出口端口各设计一个金属凸台,用以固定衬套防止其转动,避免衬套发生冷流变形,同时也可把旋塞阀的附着物刮掉从而保护衬套;③增加金属唇边360°环绕在进出端口,可以防止介质冲刷衬套,减小衬套冷流等;④安装方式由原来的焊接方式改成单体式法兰联接方式,可拆除或更换维修,方便应急抢修,避免在线维修带来的一系列问题。改进型旋塞阀运用到尿素溶液泵、高压甲铵泵的管线上,使用近3年,未出现任何故障,效果良好。
4.1.3 用Y型夹套式截止阀代替旋塞阀
对介质浓度高、容易结晶且使用频繁的旋塞阀,如熔融尿素泵及管线上的旋塞阀可采用Y型夹套式截止阀进行替代,其结构如图7所示。该阀的主要优点是保温效果良好,阀内不容易结晶,避免了因为结晶造成阀的开关困难以及阀内件的损坏;另外由于阀门连接形式为法兰连接,当出现故障时,可通过对蒸发系统转循环及时拆卸、更换故障阀门。
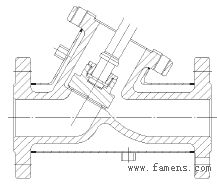
图7 带保温的Y型截止阀
2011年初,将熔融尿素泵出口旋塞阀更换为Y型夹套式截止阀,通过近半年使用,未出现任何故障,消除了原出口旋塞阀长期内漏和截流的问题,解决了该泵因出口旋塞阀节流套长期影响打量较低的问题,并为今后类似故障旋塞阀的处理提供了宝贵的经验。
4.2 阀内件备件质量控制
阀内件备件的质量控制主要集中于阀芯和衬套的材质、尺寸、及衬套和阀芯的加工精度。对于衬套的材质,国内厂家大都采用增强四氟加工制造,强度能够保证,但就是韧性较差,易脆,不能满足长时间运行。建议购买国外专业制造厂家,如美国杜邦公司生产的材料进行加工或直接购买相应备件。用于热装法的衬套其锥度尺寸应适当控制,衬套锥度与阀芯锥度之差不应超过0.3°。阀芯表面光洁度不应低于Ra1.6,锥面直线度应控制在0.05mm内,同时应加强对衬套及阀芯的外观质量的控制,严禁使用不合格备件。另外,因各阀门使用状况不同,即使是相同型号规格的旋塞阀,其阀内件尺寸也不一定相同,故应该重新测绘相应的阀内件进行安装,以确保阀门的密封性。
4.3 加强检修过程控制,规范检修行为
对于旋塞阀的检修,应根据实际检修情况,确定指导性强、易于检修人员操作的旋塞阀检修工艺;要有切实可行、量化的旋塞阀维修过程控制表,并加强对关键过程质量和关键检修数据的把握。与此同时,在检修过程中应加强细节控制,安装前对阀芯及衬套表面光洁度、外观质量、锥面直线度等进行检查确认;衬套回装后,用专用工具对衬套各棱边进行刮削、打磨,确保各棱边都安装至阀体定位槽中,且棱边应保证光滑过度。阀门检修后,应上试验台,检验其密封效果,确保正常使用。
4.4 工艺操作规范
在操作和使用旋塞阀时,必须注意:①旋塞阀内部冲洗干净,没有堵塞,确保旋塞阀开关灵活;②旋塞阀尽量不要用作节流,禁止使用旋塞阀进行长期节流;③尽量使用执行机构开关阀门,防止突然开大、关小对转动设备的瞬间冲击;④阀门开、关到位时,应将阀门执行机构回转1/4圈。
5 结束语
旋塞阀在各大化肥尿素装置中应用较广,出现的故障也较多。重庆建峰化工股份有限公司化肥分公司根据多年使用状况及检修经验,通过改进阀门结构形式、更换阀门类型、加强备件质量及检修过程控制,以及规范工艺操作等方面着手,较好的解决了旋塞阀故障问题,确保了系统安全运行,同时也为同行业处理旋塞阀故障提供了宝贵的经验。
相关新闻
关于我们 - 刊登广告 - 服务项目 - 联系我们 - 会员说明 - 法律声明 - 意见反馈 - 本网动态 - 友情链接 - 企业展示 - 阀门助手
广告热线:0571-88970062 服务热线:0571-56077860 传真:0571-88971936
广告咨询
会员咨询:
客户服务:
友情链接:
客服邮件:service#famens.com 销售邮件:sales#famens.com 投稿邮箱:famens-bj#foxmail.com